
0317-8185517 8184517
力平衡波紋管補償器制造具體操作過程
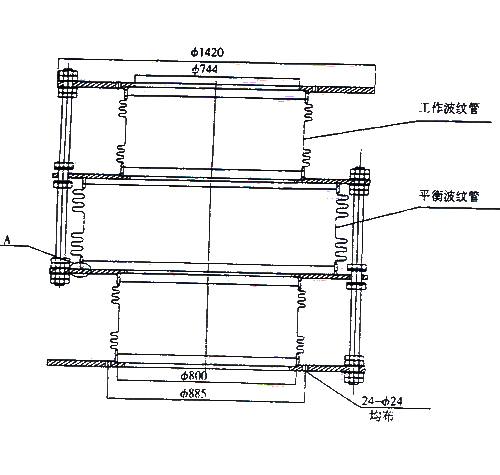
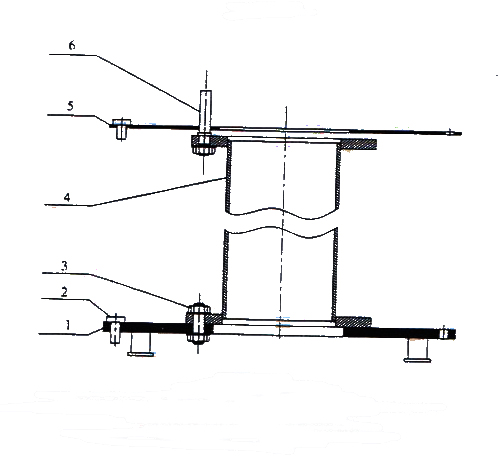
圖一 圖二
(1)按照圖一的要求,將力平衡波紋管補償器上下兩部分制作。
(2)按照圖二所示,將帶底座的下法蘭1通過定位緊固螺栓3與中間組件4定位固定,將定位緊固導向桿6定位固定在中間組件4的上法蘭上,形成導向桿,完成組隊裝置的工作固定。
(3)將力平衡波紋管補償器已完成焊接的下部分穿過中間4放置于帶底座的下法蘭1上,并用定位銷2與工作下法蘭定位固定。
(4)將力平衡波紋管補償器已完成焊接的上部分穿過中間組件4放置在力平衡波紋管補償器的下部分的中間法蘭上,并利用力平衡波紋管補償器拉桿進行初步調整,是法蘭間距相等。
(5)將組對裝置上法蘭5通過定位緊固導向桿7放置在工件法蘭上,再次調整力平衡波紋管補償器的上部分使工件法蘭上均勻的若干孔與組對裝置上法蘭5的定位孔重合,用定位銷檢查并順利通過,再將拉桿固定。
(6)對力平衡波紋補償器的上、下部分_行定位固定焊接,即可完成圖一中A點位置的組對。
(7)取出上法蘭定位銷,卸下組對裝置上法蘭5,再取出下法蘭定位銷,將力平衡波紋管補償器吊出組對裝置,完成力平衡波紋管補償器的上、下部分全部焊接,整個過程結束。
(2)按照圖二所示,將帶底座的下法蘭1通過定位緊固螺栓3與中間組件4定位固定,將定位緊固導向桿6定位固定在中間組件4的上法蘭上,形成導向桿,完成組隊裝置的工作固定。
(3)將力平衡波紋管補償器已完成焊接的下部分穿過中間4放置于帶底座的下法蘭1上,并用定位銷2與工作下法蘭定位固定。
(4)將力平衡波紋管補償器已完成焊接的上部分穿過中間組件4放置在力平衡波紋管補償器的下部分的中間法蘭上,并利用力平衡波紋管補償器拉桿進行初步調整,是法蘭間距相等。
(5)將組對裝置上法蘭5通過定位緊固導向桿7放置在工件法蘭上,再次調整力平衡波紋管補償器的上部分使工件法蘭上均勻的若干孔與組對裝置上法蘭5的定位孔重合,用定位銷檢查并順利通過,再將拉桿固定。
(6)對力平衡波紋補償器的上、下部分_行定位固定焊接,即可完成圖一中A點位置的組對。
(7)取出上法蘭定位銷,卸下組對裝置上法蘭5,再取出下法蘭定位銷,將力平衡波紋管補償器吊出組對裝置,完成力平衡波紋管補償器的上、下部分全部焊接,整個過程結束。





聯系我們
廠址:河北省泊頭市工業開發區
電話: 0317-8184517
0317-8185517
0317-8194444
銷售一部:13012021818 曹經理
銷售二部:13012031919 祝經理
Q Q:2496772192
傳真:0317-8227086
郵編:062150
郵箱:hbbtbwg@163.com
電話: 0317-8184517
0317-8185517
0317-8194444
銷售一部:13012021818 曹經理
銷售二部:13012031919 祝經理
銷售三部:13012021616 孫經理
技術咨詢:13012031616 賈經理
Q Q:2496772192
傳真:0317-8227086
郵編:062150
郵箱:hbbtbwg@163.com

